





I. Product Introduction
A water sampling valve is a specialized fluid control component designed for the safe, accurate, and contamination-free collection of water samples from pipelines, tanks, reservoirs, or other water-containing systems. It serves as a critical interface between the water system and sampling equipment, ensuring that the collected samples are representative of the bulk water quality—an essential requirement for water quality monitoring, analysis, and compliance with regulatory standards.
This valve is widely applied across multiple industries and scenarios, including municipal water supply and wastewater treatment, industrial manufacturing (such as food and beverage, pharmaceutical, chemical, and power generation), environmental monitoring, and laboratory research. In municipal water systems, it enables routine testing of drinking water for pathogens, heavy metals, and chemical residues; in industrial settings, it supports process control by monitoring water quality in production lines (e.g., cooling water, boiler feedwater); and in environmental applications, it facilitates the sampling of surface water, groundwater, or treated effluent to assess ecological impact.
Unlike standard valves, the primary function of a water sampling valve is not just flow control but sample integrity preservation. It is engineered to minimize dead volume (areas where stagnant water can accumulate and contaminate fresh samples), prevent cross-contamination between samples, and withstand the specific conditions of the water system (such as pressure, temperature, and chemical composition of the water being sampled).
II. Product Features
1. Representative Sampling & Contamination Prevention
The valve is designed with a streamlined internal structure that minimizes dead corners and stagnant zones, ensuring that the sample collected is a true reflection of the water flowing through the system. High-quality sealing components (such as food-grade silicone, EPDM, or PTFE gaskets) prevent external contaminants from entering the sampling path and avoid cross-contamination between consecutive samples. For critical applications like pharmaceutical or food and beverage production, optional sanitary designs (including polished internal surfaces and quick-disconnect fittings) are available to meet strict hygiene standards (e.g., FDA, 3-A).
2. Durable & Corrosion-Resistant Construction
The valve body and internal components are manufactured using corrosion-resistant materials to adapt to different water quality conditions. Common materials include 304/316L stainless steel (for drinking water, food, and pharmaceutical applications), PVC/CPVC (for corrosive industrial wastewater or chemical-laden water), and brass (for general-purpose municipal or commercial use). The materials undergo rigorous testing to ensure resistance to rust, chemical erosion, and long-term wear, extending the valve’s service life even in harsh operating environments.
3. Easy Operation & Maintenance
The valve features a user-friendly design with intuitive controls—such as a handwheel, lever, or quarter-turn handle—that allows for quick and precise opening/closing to control sample flow. Most models support tool-free disassembly, making routine cleaning, inspection, and replacement of seals or internal parts simple and efficient. Additionally, the compact size and lightweight construction enable flexible installation in tight spaces or remote sampling points.
4. Wide Operating Range Adaptability
It is engineered to perform reliably across a broad range of operating conditions, accommodating varying water pressures (from low-pressure domestic pipelines to high-pressure industrial systems) and temperatures (from cold water to heated process water). Specialized versions are available for extreme environments, such as high-temperature models for boiler water sampling or low-temperature models for chilled water systems. The valve also maintains stable performance with different water viscosities and turbidity levels, ensuring consistent sampling regardless of system fluctuations.
5. Safety & Compliance
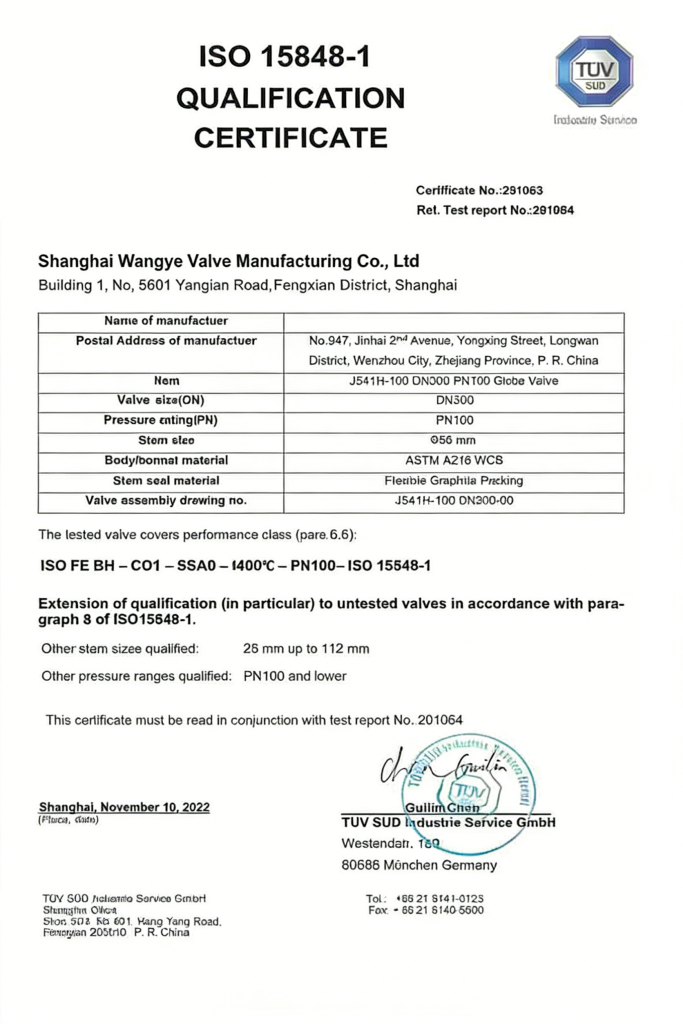
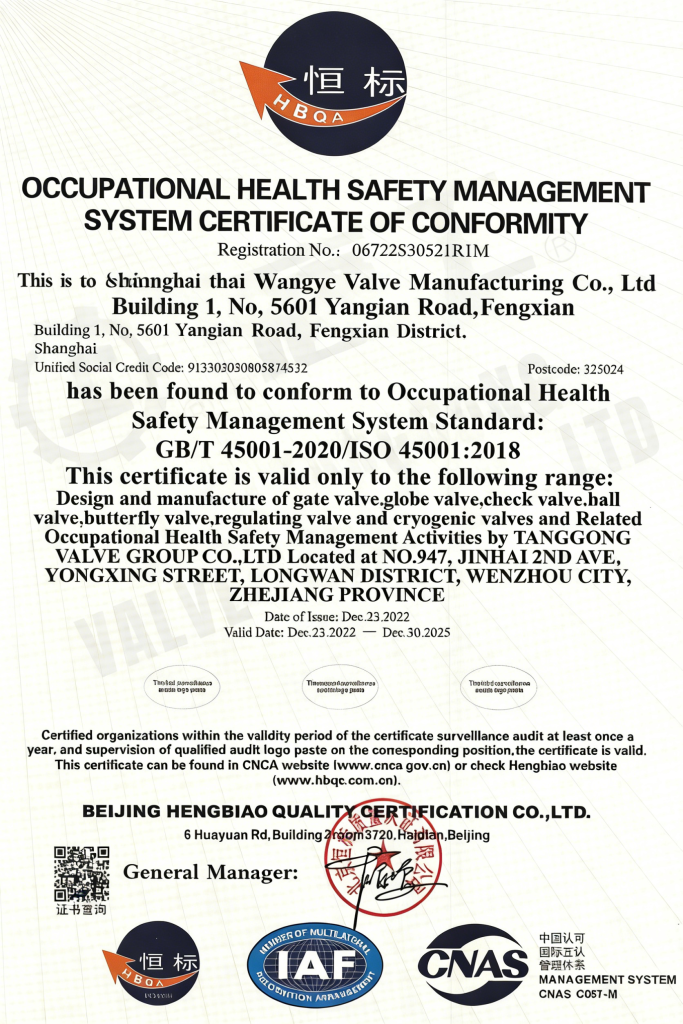
Safety features include pressure relief mechanisms (to prevent overpressure during sampling) and anti-leak designs (to avoid water spillage and environmental hazards). All materials and manufacturing processes comply with international standards and regulations, such as ISO, NSF/ANSI 61 (for drinking water components), and CE certifications. This ensures that the valve is suitable for use in regulated industries and meets the strict requirements for water quality and operational safety.
III. Technical Data
|
Technical Parameter
|
Specification (Standard Model)
|
Optional/Special Versions
|
|---|---|---|
|
Valve Body Material
|
304 Stainless Steel, PVC, Brass
|
316L Stainless Steel, CPVC, Hastelloy (for strong corrosion)
|
|
Sealing Material
|
EPDM, PTFE
|
Food-grade Silicone, Viton (for high temperature/chemical resistance)
|
|
Nominal Diameter (DN)
|
DN15 (1/2″), DN20 (3/4″), DN25 (1″)
|
DN8 (1/4″) to DN50 (2″)
|
|
Nominal Pressure (PN)
|
PN1.6 MPa (232 psi)
|
PN0.6 MPa (87 psi) (low-pressure), PN4.0 MPa (580 psi) (high-pressure)
|
|
Operating Temperature Range
|
-10°C to 120°C (14°F to 248°F)
|
-40°C to 200°C (-40°F to 392°F) (high/low temperature models)
|
|
Sampling Flow Rate
|
0.5 – 5 L/min (adjustable via valve opening)
|
0.1 – 10 L/min (high-flow or precision low-flow models)
|
|
Connection Type
|
Threaded (NPT/BSP), Socket Weld
|
Flanged, Quick-Connect (Sanitary Clamp)
|
|
Operating Mode
|
Manual (Handwheel/Lever)
|
Pneumatic/Electric Actuated (for automatic sampling)
|
|
Hygiene Standard
|
General Industrial Grade
|
FDA, 3-A (Sanitary Grade)
|
|
Applicable Water Type
|
Drinking Water, Industrial Process Water, Wastewater
|
High-Purity Water (DI Water), Boiler Water, Seawater
|





















{kind=link}
{kind=link}
{kind=link}
{kind=link}